






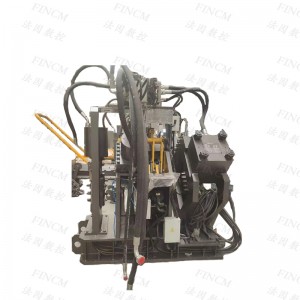
Machine de poinçonnage, marquage et découpe CNC pour profilés en U




| NON. | Article | Paramètre |
| 1 | TraitementUgamme de canaux | 63mm*40mm*4.8mm -160mm*65mm*8.5mm (Q345) |
| 2 | diamètre de poinçonnage maximal | 26 mm (trou rond) |
| 22*60 (trou ovale). | ||
| 3 | force nominale de poinçonnage | 950 kN |
| Force nominale de coupure | 1000 kN | |
| 4 | Quantité de têtes de poinçonnage par côté | 3 |
| 5 | Maximummatière premièrelongueur | 12 m |
| 6 | Méthode de coupure | Célibatairelamedécoupe (canal) |
| 7 | Poids net | Environ 12000 kg |
| 8 | Dimensions de la machine | 25 m x 7 m x 2,2 m |
1. Le bloc de frappe est de conception fermée, ce qui le rend très résistant.
2. L'unité de cisaillement adopte un cisaillement à lame unique et un corps fermé, ce qui permet le cisaillement de différents aciers en U en changeant la matrice de cisaillement.
3. Le matériau est serré par des pinces pneumatiques, se déplaçant et se positionnant rapidement.
4. Le plateau de chargement est composé de quatre chaînes avec poulies de renvoi et d'un châssis. Les chaînes sont entraînées par un moteur via un réducteur de vitesse.
5. L'alimentateur rotatif est entraîné par un moteur via un réducteur de vitesse et une chaîne, qui tourne et alimente le matériau du canal d'alimentation horizontal dans le canal d'alimentation longitudinal.
6. Le canal d'évacuation des matériaux est composé d'un corps et d'un cylindre. Le matériau fini est évacué de la ligne de production par rotation après la sortie de la partie principale de la machine.
7. Cette machine possède deux axes CNC : le mouvement et le positionnement du chariot d'alimentation, et le mouvement de haut en bas et le positionnement de la matrice de l'unité de poinçonnage.
8. La programmation informatique est simple et permet d'afficher les dimensions de la pièce et la position des trous, facilitant ainsi le contrôle. La gestion via un ordinateur hôte simplifie considérablement le stockage et l'exécution des programmes, l'affichage graphique, le diagnostic des pannes et la communication à distance.
| NON. | Nom | Marque | Origin |
| 1 | servomoteur à courant alternatif | Panasonic | Taïwan, Chine |
| 2 | PLC | Mitsubishi | |
| 3 | vanne de décharge électromagnétique | ATOS/YUKEN | Italie / Taïwan, Chine |
| 4 | soupape de décharge | ATOS/YUKEN | Taïwan, Chine USA |
| 5 | distributeur électrohydraulique | JUSTMARK | |
| 6 | Pompe à double palettes | ALBERT | |
| 7 | Converger | AirTAC | Taïwan, Chine Japon Chine |
| 8 | Valve d'air | AirTAC | |
| 9 | Cylindre | SMC/CKD | |
| 10 | Duplex | SMC/CKD | |
| 11 | Cordinateur | LENOVO | |
| 12 | vanne de décharge électromagnétique | ATOS/YUKEN | Italie / Taïwan, Chine |



Profil succinct de l'entreprise

Informations sur l'usine

Capacité de production annuelle

Capacité commerciale

Catégories de produits
-
Machine de poinçonnage et de découpe CNC BL1412 pour cornières en acier
-

Machine de découpe de trous en cornière CNC BL2020...
-

BL2020C BL1412S CNC Marquage et poinçonnage de cornières...
-

Poinçonnage, cisaillement et marquage de cornières en acier par commande numérique…
-

Machine de poinçonnage et de cisaillement CNC APM1616
-

Machine de poinçonnage et de cisaillement CNC BL1412