




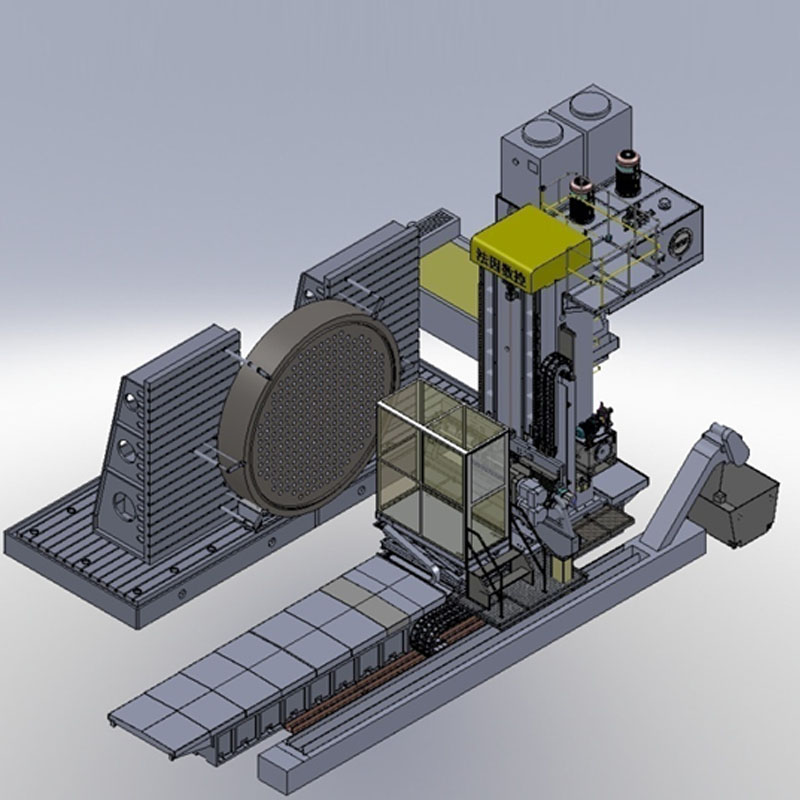

Machine de perçage profond CNC à double broche horizontale




| Article | Nom | Valeur du paramètre | |||||
| DD25N-2 | DD40E-2 | DD40N-2 | DD50N-2 | ||||
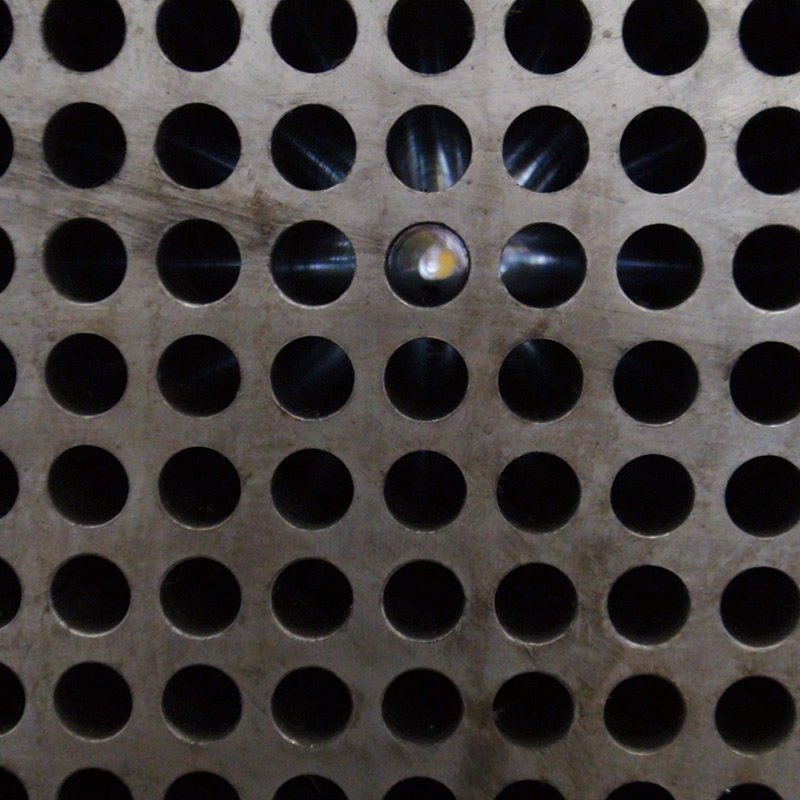
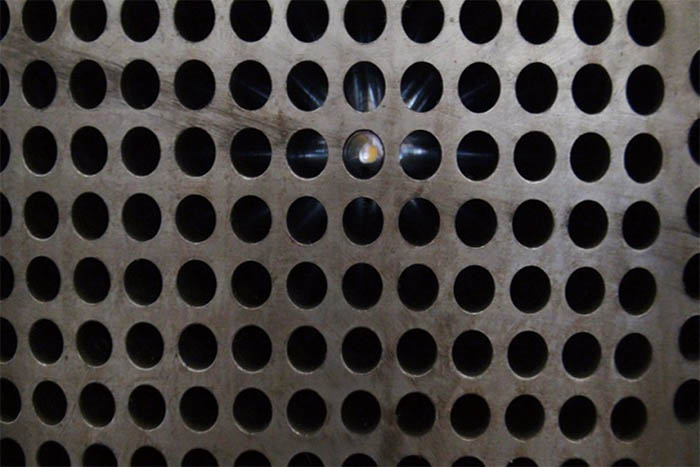
| Dimensions de la plaque tubulaire | Maximumforagediamètre | φ2500mm | Φ4000mm | φ5000mm | |||
| diamètre du forage | Exercice BTA | φ16~φ32 mm | φ16~φ40 mm | ||||
| Profondeur de forage maximale | 750 mm | 800 mm | 750 mm | ||||
| ForageBroche | Quantité | 2 | |||||
| Distance entre les centres de la broche (réglable) | 170-220 mm | ||||||
| Brochediamètre du roulement avant | φ65mm | ||||||
| Vitesse de broche | 200~2500 tr/min | ||||||
| Puissance du moteur à fréquence variable de la broche | 2×15kW | 2×15 kW/20,5 kW | 2×15kW | ||||
| Mouvement de glissement longitudinal (X-axe) | Accident vasculaire cérébral | 3000 mm | 4000 mm | 5000 mm | |||
| vitesse de déplacement maximale | 4 m/min | ||||||
| Puissance du servomoteur | 4,5 kW | 4,4 kW | 4,5 kW | ||||
| Mouvement de glissement vertical de la colonne (Axe Y) | Accident vasculaire cérébral | 2500 mm | 2000 mm | 2500 mm | |||
| vitesse de déplacement maximale | 4 m/min | ||||||
| Puissance du servomoteur | 4.5KW | 7,7 kW | 4.5KW | ||||
| Mouvement du double coulisseau d'avance de broche (Axe Z) | Accident vasculaire cérébral | 2500mm | 2000 mm | 900 mm | |||
| débit d'alimentation | 0~4 m/min | ||||||
| Puissance du servomoteur | 2KW | 2,6 kW | 2,0 kW | ||||
| Système hydraulique | Pression/débit de la pompe hydraulique | 2.5~5 MPa,25 L/min | |||||
| Puissance du moteur de la pompe hydraulique | 3 kW | ||||||
| Circuit de refroidissement | Capacité du réservoir de refroidissement | 3000L | |||||
| puissance frigorifique industrielle | 28,7 kW | 2 x 22 kW | 2 x 22 kW | 2 x 14 kW | |||
| Esystème électrique | CNCsystème | FAGOR8055 | Siemens 828D | FAGOR8055 | FAGOR8055 | ||
| Nombre deCaxes CN | 5 | 3 | 5 | ||||
| Puissance totale du moteur | Environ 112KW | À propos125 kW | Environ 112KW | ||||
| Dimensions de la machine | Longueur × largeur × hauteur | Environ 13 × 8,2 × 6,2 m | 13*8,2*6,2 | 14 x 7 x 6 m | 15 x 8,2 x 6,2 m | ||
| Poids de la machine | Environ 75 tonnesons | À propos70 tonnes | Environ 75 tonnesons | Environ 75 tonnesons | |||
| Précision | Précision de positionnement sur l'axe X | 0,04 mm / longueur totale | 0,06mm/ longueur totale | 0,10mm/ longueur totale | |||
| Précision de positionnement répétitif sur l'axe X | 0,02 mm | 0,03 mm | 0,05 mm | ||||
| Précision de positionnement deY-axe | 0,03 mm / longueur totale | 0,06 mm/longueur totale | 0,08 mm/longueur totale | ||||
| Précision de positionnement répétitif sur l'axe Y | 0,02 mm | 0,03 mm | 0,04 mm | ||||
| Tolérance du trousespacement | At Forageoutil Entrée Fas | ±0,06 mm | ±0,10 mm | ±0,10mm | |||
| At Perceroutil d'exportation de visage | ±0,5 mm/750 mm | ±0,3-0,8 mm/800 mm | ±0,3-0,8 mm/800 mm | ±0,4nn750mm | |||
| rondeur des trous | 0,02 mm | ||||||
| Dimension du trouprécision | IT9~IT10 | ||||||
1. Cette machine est une perceuse horizontale à trous profonds. La précision du bâti est stable ; celui-ci est équipé d'une table coulissante longitudinale qui supporte le déplacement longitudinal (axe X) de la colonne. Cette dernière est munie d'une table coulissante verticale qui supporte le déplacement vertical (axe Y) de la table d'avance de la broche, laquelle entraîne le déplacement d'avance (axe Z) de cette dernière.

2. Les axes X, Y et Z de la machine sont tous guidés par des paires de guides à rouleaux linéaires, qui ont une capacité de charge extrêmement élevée et des performances de réponse dynamique supérieures, sans jeu et avec une précision de mouvement élevée.
3. La table de travail de la machine est séparée du bâti, de sorte que la pièce fixée ne soit pas affectée par les vibrations de ce dernier. La table de travail est en fonte, ce qui lui confère une grande précision.
4. La machine possède deux broches pouvant fonctionner simultanément. Son rendement est presque le double de celui d'une machine à une seule broche.
5. La machine est équipée d'un évacuateur de copeaux automatique à chaîne plate. Les copeaux de fer générés par l'outil de perçage sont acheminés vers l'évacuateur de copeaux par le convoyeur d'évacuation, et l'évacuation des copeaux s'effectue automatiquement.

6. La machine est équipée d'un système de lubrification automatique qui lubrifie régulièrement les pièces à lubrifier, telles que le rail de guidage et la vis, assurant ainsi le fonctionnement stable de la machine et améliorant la durée de vie de chaque pièce.
7. Le système de commande numérique de la machine est adopté par le système de commande numérique Siemens 828D/FAGOR 8055, équipé d'une manivelle électronique, ce qui facilite son utilisation et sa maintenance.

| NO | Nom | Marque | Pays |
| 1 | Lrail de guidage intérieur | HIWIN/PMI | Taïwan (Chine) |
| 2 | CNCsystème | SIEMENS | Allemagne |
| 3 | Réducteur à engrenages planétaires | SOMMET | Taïwan (Chine) |
| 4 | Joint de refroidissement interne | DEUBLIN | USA |
| 5 | pompe à huile | JUSTMARK | Taïwan (Chine) |
| 6 | vanne hydraulique | ATOS | Italie |
| 7 | Servomoteur d'alimentation | Panasonic | Japon |
| 8 | Interrupteur, bouton, voyant lumineux | Schneider/ABB | France / Allemagne |
| 9 | Système de lubrification automatique | BIJUR/HERG | États-Unis / Japon |
Remarque : Le fournisseur mentionné ci-dessus est notre fournisseur habituel. Il pourra être remplacé par des composants de qualité équivalente d’une autre marque si, pour une raison particulière, le fournisseur indiqué ne peut pas fournir les composants.



Profil succinct de l'entreprise  Informations sur l'usine
Informations sur l'usine  Capacité de production annuelle
Capacité de production annuelle  Capacité commerciale
Capacité commerciale 