







Machine de perçage de plaques CNC mobile à portique double table PD16C




| Article | Nom du paramètre | Valeur du paramètre |
| Plaquetaille | Plaqueépaisseur de chevauchement | Max. 80 mm |
| Largeur*longueur | 1000 mm × 1650 mm 1 pièce | |
| 825 mm × 1000 mm 2 pièces | ||
| 500 mm × 825 mm 3 pièces | ||
| Diamètre de perçage | Φ12mm-Φ50mm | |
| méthode à vitesse variable | Variateur de vitesse continu | |
| vitesse de rotation(tr/min) | 120-560 tr/min | |
| Aliments de traitement | Régulation de vitesse hydraulique continue | |
| Plaqueserrage | Épaisseur de serrage | 15-80 mm |
| Nombre de vérins de serrage | 12个 | |
| Force de serrage | 7,5 kN | |
| Moteur | Moteur de broche | 5,5 kW |
| Moteur de pompe hydraulique | 2,2 kW | |
| Moteur de convoyeur à copeaux | 0,4 kW | |
| moteur de pompe de refroidissement | 0,25 kW | |
| servomoteur de l'axe X | 1,5 kW | |
| servomoteur de l'axe Y | 1,0 kW | |
| Taille de la machine | Longueur*largeur*hauteurt | environ 3160*3900*2780 mm |
| Wight | Machine | environ 4000 kg |
| système d'élimination des copeaux | environ 400 kg | |
| Accident vasculaire cérébral | Axe X | 1650 mm |
| Axe Y | 1000 mm |
1. Cette machine est principalement composée d'un bâti, d'un portique, d'une table de transposition (double table), d'une tête de perçage, d'un système hydraulique, d'un système de commande, d'un système de lubrification centralisé, d'un système d'évacuation des copeaux, d'un système de refroidissement, d'un mandrin à changement rapide, etc.
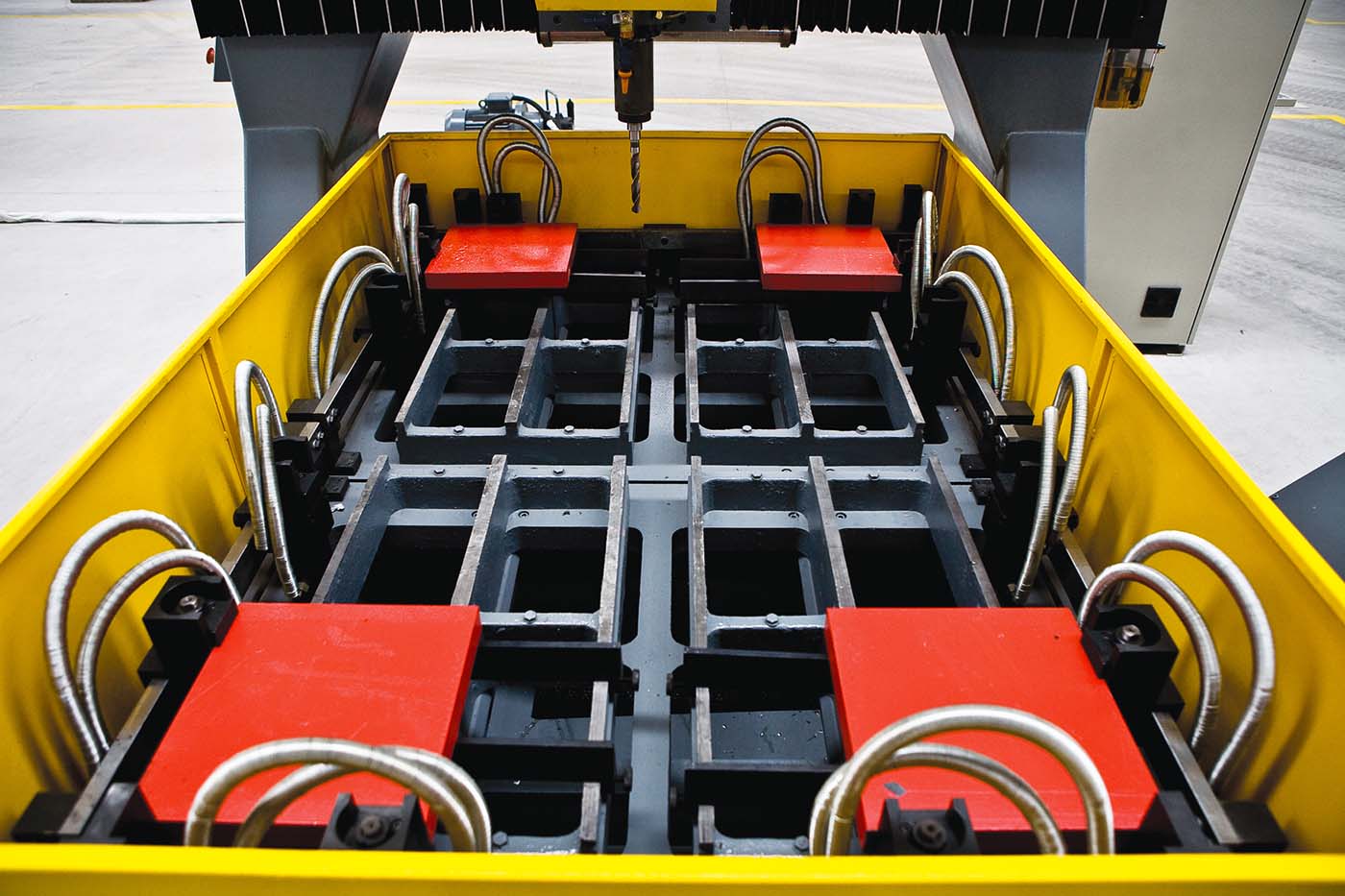
2. Cette machine adopte la configuration d'un bâti fixe et d'un portique mobile. Le portique, le bâti et la table de travail sont tous des structures soudées et, après traitement de vieillissement, la précision est stable. La plaque est serrée par des pinces hydrauliques et l'opérateur est contrôlé par une pédale, ce qui est pratique et permet de réduire la main-d'œuvre ;


3. Cette machine possède 2 axes CNC : le déplacement du portique (axe x) et le déplacement de la tête de perçage sur la poutre du portique (axe y). Chaque axe CNC est guidé par un guidage linéaire à rouleaux de précision, entraîné directement par un servomoteur à courant alternatif et une vis à billes. Elle offre ainsi une grande flexibilité de mouvement et un positionnement précis.
4. La tête de forage à commande hydraulique automatique est une technologie brevetée par notre société. Aucun paramétrage n'est nécessaire avant utilisation ; la conversion entre marche avant rapide, marche avant et marche arrière rapide s'effectue automatiquement grâce à l'action combinée du système électrohydraulique.
5. Cette machine-outil adopte un système de lubrification centralisé au lieu d'une commande manuelle afin de garantir que les pièces fonctionnelles soient bien lubrifiées, d'améliorer les performances de la machine-outil et de prolonger sa durée de vie.
6. Le programme de contrôle utilise le logiciel de programmation informatique supérieur qui correspond au contrôleur programmable développé indépendamment par notre société.



Profil succinct de l'entreprise  Informations sur l'usine
Informations sur l'usine  Capacité de production annuelle
Capacité de production annuelle  Capacité commerciale
Capacité commerciale 
Catégories de produits
-

Machine de perçage CNC PLD2016 pour plaques d'acier
-

Perceuse CNC mobile à portique PLD3030A et PLD4030...
-

Machine de perçage CNC PD30B pour plaques
-

Document technique du PDDL2016 Type Intelligent...
-

Machine de perçage de plaques CNC mobile à portique PLD7030-2
-

Machine de perçage CNC PHD2020C pour plaques d'acier