







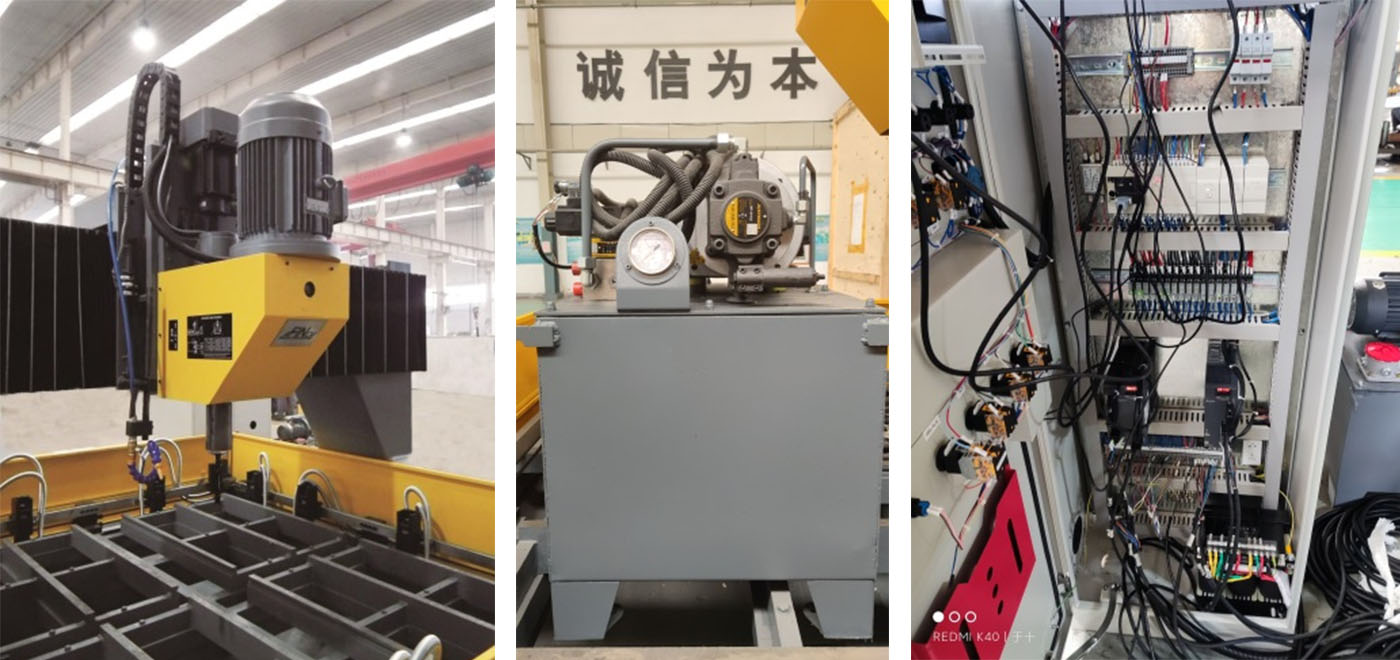
Machine de perçage de plaques CNC mobile à portique PLD7030-2




| Maximumplaquetaille | Longueur x largeur | 7000x3000 mm |
| Tépaisseur | 200 mm | |
| table de travail | dimension de la rainure en T | 22 mm |
| Tête motrice de forage | Quantité | 2 |
| Foragetrougamme de diamètres | Φ12-Φ50mm | |
| tr/min(fréquence variable) | 120-560 tr/min | |
| Cône Morse de la broche | N° 4 | |
| puissance du moteur de broche | 2 x 7,5 kW | |
| mouvement longitudinal du portique (axe x) | trait de l'axe X | 10000 mm |
| Vitesse de déplacement de l'axe X | 0-8 m/min | |
| Puissance du servomoteur de l'axe X | 2x2,0 kW | |
| Mouvement latéral de la tête motrice (Axe Y) | Axe Y de déplacement | 3000 mm |
| Vitesse de déplacement sur l'axe Y | 0-8 m/min | |
| Puissance du servomoteur de l'axe Y | 2 x 1,5 kW | |
| mouvement d'alimentation de la tête motrice (Axe Z) | Course de l'axe Z | 350 mm |
| Vitesse d'avance sur l'axe Z | 0-4000 mm/min | |
| Puissance du servomoteur de l'axe Z | 2 x 1,5 kW | |
| Convoyeur à copeaux et refroidissement | puissance du moteur du convoyeur à copeaux | 0,75 kW |
| puissance du moteur de la pompe de refroidissement | 0,45 kW | |
| Esystème électrique | Système de contrôle | PLC+ ordinateur supérieur |
| Nombre d'axes CNC | 4 |
1. La position de coordonnées du trou peut être positionnée rapidement à une vitesse de 8 m/min, et le temps auxiliaire est relativement court.
2. La machine est équipée d'une tête de perçage à table coulissante à avance servo. Le moteur de broche de cette tête de perçage est à vitesse variable en continu, et la vitesse d'avance est également à vitesse variable en continu par servo, ce qui facilite son utilisation.
3. Une fois la course d'avance de perçage réglée, elle dispose d'une fonction de contrôle automatique.
4. Le trou conique de la broche est Morse n° 4 et est équipé d'un manchon réducteur Morse n° 4/3, qui peut être utilisé pour installer des forets de diamètres différents.
5. La structure mobile du portique est adoptée, la machine couvre une petite surface et la disposition de la structure est raisonnable.
6. Le mouvement de l'axe X du portique est guidé par deux paires de guides à rouleaux linéaires à haute capacité de charge, qui sont flexibles.
7. Le mouvement de l'axe Y du siège coulissant de la tête motrice est guidé par deux paires de guides à roulement linéaires et entraîné par un servomoteur AC et une paire de vis à billes de précision, ce qui assure la haute précision de la position de perçage.
9. La machine est équipée d'un dispositif de réglage d'outil à centre à ressort, qui permet de déterminer facilement la position de la bride.
10. Il est équipé d'un évacuateur de copeaux et d'un réservoir de liquide de refroidissement. Une pompe de refroidissement assure la circulation du liquide de refroidissement pour le perçage de la broche afin d'améliorer les performances de perçage et la durée de vie du foret.

11. Le programme de contrôle utilise un automate programmable et est équipé d'un ordinateur central facilitant le stockage et la saisie du programme de traitement des plaques. Son utilisation est simple. La plateforme logicielle, sous Windows, offre une interface conviviale, une gestion des ressources claire et efficace, ainsi que de puissantes fonctions de programmation. Les dimensions des plaques peuvent être saisies manuellement au clavier ou via une clé USB.
| NON. | Nom | Marque | Pays |
| 1 | Lrail de guidage intérieur | HIWIN/CSK | Taïwan, Chine |
| 2 | PLC | Mitsubishi | Japon |
| 3 | Servomoteur et variateur | Mitsubishi | Japon |
| 4 | Chaîne porte-câbles | JFLO | Chine |
| 5 | Bouton, voyant lumineux | Schneider | France |
| 6 | vis à billes | PMI | Taïwan, Chine |
Remarque : Le fournisseur mentionné ci-dessus est notre fournisseur habituel. Il pourra être remplacé par des composants de qualité équivalente d’une autre marque si, pour une raison particulière, le fournisseur indiqué ne peut pas fournir les composants.



Profil succinct de l'entreprise  Informations sur l'usine
Informations sur l'usine  Capacité de production annuelle
Capacité de production annuelle  Capacité commerciale
Capacité commerciale 
Catégories de produits
-

Machine de perçage CNC haute vitesse PHD1616S pour St...
-

Document technique du PDDL2016 Type Intelligent...
-

Machines de perçage à grande vitesse CNC PHD3016 et PHD4030...
-

Machine de perçage CNC PHD2020C pour plaques d'acier
-

Machine de perçage CNC PLD2016 pour plaques d'acier
-

Perceuse CNC mobile à portique PLD3030A et PLD4030...