






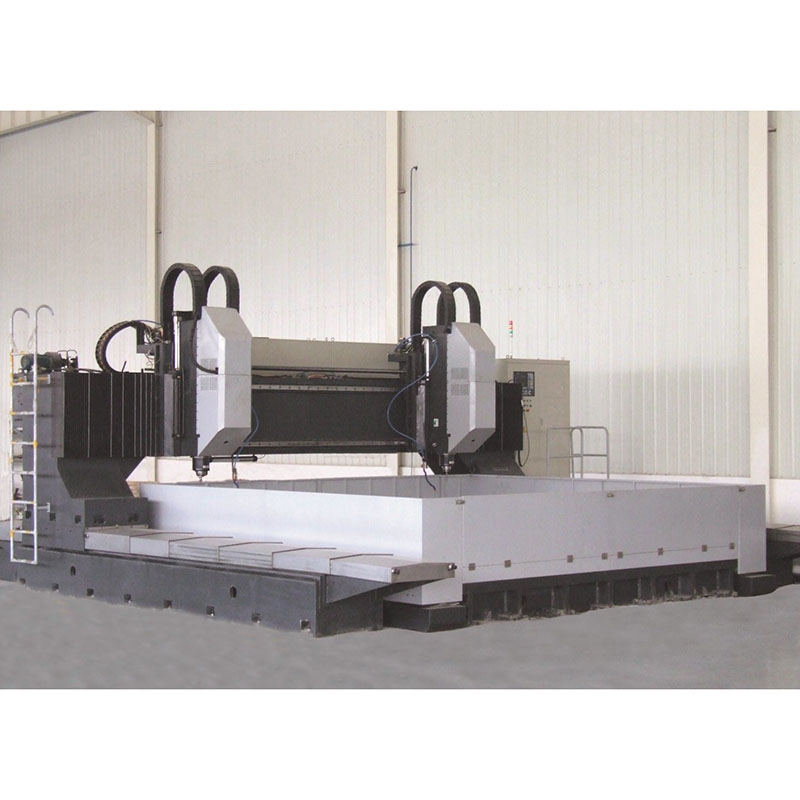
Machine de perçage CNC à portique série PM (usinage rotatif)




| NO | Article | Paramètre | |||
| PM20A | PM25B | PM30B | |||
| 1 | Taille maximale du matériau | Dimension de traitement | Φ800~Φ2000 mm | φ1000~φ2500mm | φ1300~φ3000mm |
| Maximummatérielépaisseur | 300 mm | ||||
| 2 | table rotative (C-axe) pression statique | Diamètre de la table rotative | 2000 mm | Ф2500 mm | Ф3000 mm |
| largeur de la rainure en T | 36 mm | ||||
| Lporteur | 3T/m | 30T | 40T | ||
| Définir l'unité d'indexation minimale | 0,001° | ||||
| Vitesse de rotation de l'axe C | 0-1 tr/min | ||||
| Précision de positionnement de l'axe C | 8"(Personnalisation spéciale) | ||||
| Précision de positionnement répétitif de l'axe C | 4"(Personnalisation spéciale) | ||||
| Poids | 17 tonnes | 17 tonnes | 19 tonnes | ||
| 3 | Tête | diamètre maximal du forage | Φ96 mm | Φ60 mm(Foret en carbure) | Φ70 mm(Foret en carbure) |
| diamètre de taraudage maximal | M30 | M45 | M56 | ||
| Vitesse maximale de la broche | 3000 tr/min | 2000 tr/min | |||
| Cône de broche | BT50 | ||||
| puissance du moteur de broche | 45 kW | 30/41 kW | 30/45 kW | ||
| Couple maximal de la broche ≤ 250 tr/min | 1140/1560 Nm | ||||
| Boîte variable | 1:1,2/1:4,8 | ||||
| Distance entre la face d'extrémité de la broche et la table rotative | 400-900 mm | 400-1050 mm | |||
| Distance entre l'axe de la broche et le centre de la table rotative | 500-1700 mm | 650-1850 mm | |||
| 4 | Système hydraulique | Pression/débit de la pompe hydraulique | 6,5 MPa/25 L/min | ||
| Puissance du moteur de la pompe hydraulique | 3 kW | ||||
| 5 | Système électrique | Système de commande numérique | Siemens 828D | ||
| Nombre d'axes CNC | 3+1 | 3+1 | 3+1 | ||
| Puissance totale du moteur | à propos75kW | environ 50 kW | environ 70 kW | ||
| 6 | Dimensions de la machine (L*l*H) | Aenviron 5,8 x 4,2 x 5 m | environ 6,3*4.7*5m | ||
| 7 | Madans mapoids de la manivelle | ≥17 tonnes | Machine : tourelle hydrostatique de 20 tonnes:17T | Machine: 20T tourelle hydrostatique:19T | |
1. La machine est principalement composée d'un bâti et d'un chariot longitudinal, d'un portique et d'un chariot transversal, d'un mandrin de serrage automatique, d'une tête de perçage à vérin vertical, d'un système hydraulique, d'un système de refroidissement, d'un système électrique, d'un système de lubrification automatique et d'autres pièces.

2. Le vérin de direction Z est installé verticalement sur le coulisseau de direction Y, qui est guidé par les paires de guides à rouleaux linéaires des deux côtés du vérin, entraîné par la paire de vis-mère entraînée par le servomoteur et équilibré par le vérin hydraulique.
3. Le vérin hydraulique de la tête de perçage à avance verticale CNC (axe Z) est installé sur le plateau coulissant mobile (axe Y) du portique pour assurer l'équilibrage. La tête de perçage est équipée d'un moteur à fréquence variable spécifique pour la broche, entraînée par une courroie synchrone. Elle offre un couple élevé à bas régime et supporte des charges de coupe importantes. Elle est également adaptée à l'usinage à grande vitesse d'outils en carbure.

4. La broche de perçage de cette machine est équipée d'une broche de précision taïwanaise à refroidissement interne. L'alésage conique de la broche BT50 est doté d'un mécanisme de brochage automatique à ressort papillon.
5. Le mandrin de serrage automatique permet de fixer automatiquement le matériau annulaire, et la force de serrage est facilement réglable. Le mandrin est séparé du bâti pour un serrage automatique rapide et un fonctionnement fiable.
6. Les rails de guidage de l'axe X des deux côtés de la machine sont installés avec un couvercle de protection en acier inoxydable, et les rails de guidage de l'axe Y sont installés avec un couvercle de protection flexible aux deux extrémités, avec une fonction de limite souple.
7. La machine est équipée d'un convoyeur à copeaux à chaîne plate, d'une boîte de réception des copeaux de type basculant et d'un système de refroidissement avec filtre en papier, et le liquide de refroidissement est recyclé.

8. Le système CNC de cette machine est un modèle espagnol FAGOR8055, doté d'une molette électronique, offrant puissance et simplicité d'utilisation. Il est équipé d'un ordinateur central et d'une interface RS232, et permet la prévisualisation et la vérification de l'usinage. L'interface utilisateur propose un dialogue homme-machine, la compensation d'erreurs et une alarme automatique.
| NO | Nom | Marque | Pays |
| 1 | guide linéaire à rouleaux | HIWIN | Taïwan, Chine |
| 2 | vis à billes | NEFF/IF | Allemagne |
| 3 | Table rotative Ф 2500 (pression statique) | Groupe de machines-outils JIER | Chine |
| 4 | Système de commande numérique | Siemens 828D | Allemagne |
| 5 | Alimentez le servomoteur et le variateur | Siemens | Allemagne |
| 6 | Moteur principal | Siemens | Allemagne |
| 7 | règle à griller | FAGOR | Espagne |
| 8 | Broche | Kenturn | Taïwan, Chine |
| 9 | vanne hydraulique | ATOS | Italie |
| 10 | pompe à huile | Justmark | Taïwan, Chine |
| 11 | Système de lubrification automatique | BIJUR | USA |
| 12 | Pompe de refroidissement | Pompes Fengchao | Chine |
| 13 | Bouton, voyant lumineux et autres composants électriques principaux | Schneider | France |
| 14 | Tétui de transmission | GTP | Taïwan, Chine |
Remarque : Le fournisseur mentionné ci-dessus est notre fournisseur habituel. Il pourra être remplacé par des composants de qualité équivalente d’une autre marque si, pour une raison particulière, le fournisseur indiqué ne peut pas fournir les composants.



Profil succinct de l'entreprise  Informations sur l'usine
Informations sur l'usine  Capacité de production annuelle
Capacité de production annuelle  Capacité commerciale
Capacité commerciale 

