







PP1213A PP1009S Machine de poinçonnage hydraulique CNC haute vitesse pour poutre de camion




| NON. | Article | Paramètre | ||
| PP1213A | PP1009S | |||
| 1 | Force de frappe | 1200KN | 1000KN | |
| 2 | Maximumplaquetaille | 800×3500 800×7000mm(Positionnement secondaire) | ||
| 3 | Plaquegamme d'épaisseur | 4~12mm | 4~12mm | |
| 4 | Station de poinçonnage | Numéro de module | 13mm | 9mm(5 premiers, 4 derniers) |
| Diamètre maximal du poinçon | φ60 | φ50 | ||
| 5 | Taille du poinçon(mm) | φ9,φ11,φ13,φ15,φ17,φ21,φ22,φ30,φ34,φ36,φ45,φ50,φ60 (Un jeu de matrices avec une épaisseur de plaque de 8 mm) | φ9,φ11,φ13,φ15,φ17,φ21,φ25,φ30,φ35 (y compris un jeu de matrices avec une épaisseur de plaque de 8mm) | |
| 6 | Nombre de coupspar minute | 〉42 | <42 | |
| 7 | Warpageétendue | <2mm | <25 | |
| 8 | Nombre de pinces | 3 | ||
| 9 | Pression du système | Hhaute pression | 24 MPa | |
| Lfaible pression | 6 MPa | |||
| 10 | Apression de l'air | 0,5 MPa | ||
| 11 | Puissance du moteur de la pompe hydraulique | 22 kW | ||
| 12 | Puissance du servomoteur de l'axe X | 5 kW | ||
| 13 | Puissance du servomoteur de l'axe Y | 5 kW | ||
| 14 | Capacité totale | 55kVA | ||

1. Le bâti de la machine à forte capacité est constitué d'une structure soudée en tôle d'acier de haute qualité. Après soudage, la surface est peinte afin d'améliorer son aspect et sa résistance à la corrosion. Les parties soudées du bâti du tour sont soumises à un traitement thermique de stabilisation pour éliminer au maximum les contraintes de soudage.

2. La machine possède deux axes CNC : l'axe x correspond au mouvement gauche-droite de la pince, l'axe Y correspond au mouvement avant-arrière de la pince, et la table de travail CNC à haute rigidité garantit la fiabilité et la précision de l'alimentation.
3. L'arbre d'entraînement X.Y adopte une vis à billes de précision pour assurer la précision de la transmission.
4. Les axes X et Y adoptent un rail de guidage linéaire de précision, avec une charge importante, une haute précision, une longue durée de vie du rail de guidage et peuvent maintenir une haute précision de la machine pendant longtemps.
5. Les moteurs d'entraînement des axes x et y sont actionnés par des servomoteurs à courant alternatif allemands. L'axe y assure une rétroaction de position en boucle semi-fermée.
6. La machine est lubrifiée par la combinaison d'une lubrification centralisée et d'une lubrification décentralisée, de sorte qu'elle soit toujours en bon état de fonctionnement.
7. La table de travail CNC pour le déplacement des matériaux est fixée directement sur la fondation et est équipée d'une bille de convoyage universelle, ce qui présente les avantages d'une faible résistance, d'un faible bruit et d'une maintenance facile.
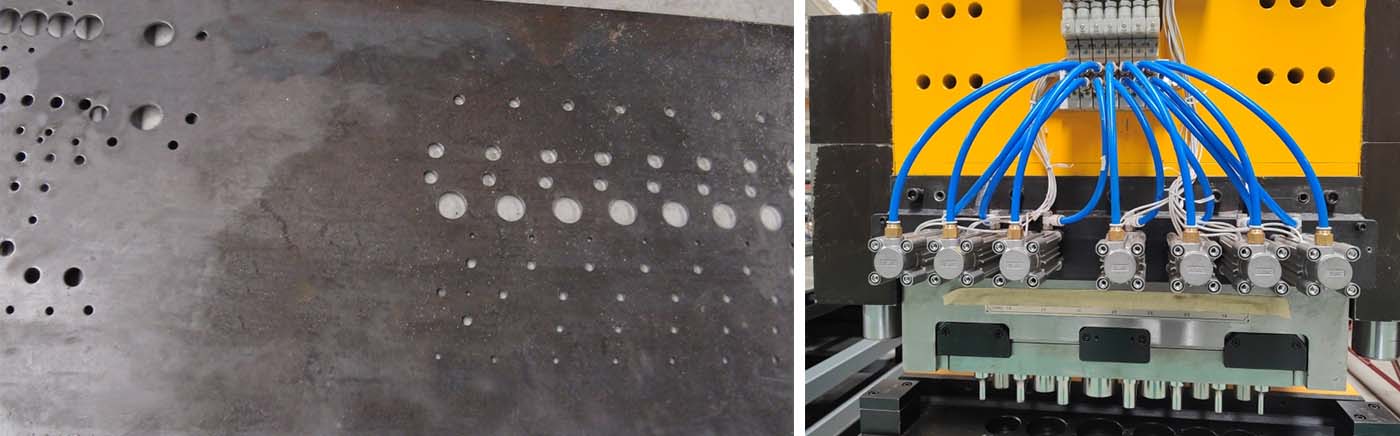
8. Le positionnement de la matrice de poinçonnage est organisé en double rangée linéaire, et le diamètre de poinçonnage maximal est de 50 mm. Le piston du vérin hydraulique actionne le bloc coulissant, guidé par deux guides linéaires à rouleaux, pour un mouvement vertical assurant un alignement précis de la matrice et du poinçon, et une longue durée de vie. Le positionnement de la matrice de poinçonnage s'effectue par poussée et traction d'un bloc amortisseur par le vérin, ce qui permet un changement de matrice rapide, une grande fiabilité et une maintenance aisée.
9. Le matériau est maintenu par trois puissantes pinces hydrauliques, mobiles et à positionnement rapide. Ces pinces s'adaptent aux variations de hauteur du matériau. L'écartement entre elles est réglable en fonction de la longueur du bord de serrage.

10. Il présente les avantages suivants : temps de traitement court, positionnement rapide, fonctionnement simple, faible encombrement au sol et efficacité de production élevée.
11. L'interface de l'ordinateur est en anglais, ce qui est facile à maîtriser pour les opérateurs.
| NO | Nom | Marque | Pays |
| 1 | CNCsystème | Siemens 808D | Allemagne |
| 2 | Servomoteur etSconducteur ervo | Siemens / Panasonic | Allemagne/Japon |
| 3 | Guide de mouvement linéaire | HIWIN/PMI | Taïwan, Japon |
| 4 | vis à billes | I+F/NEEF | Allemagne |
| 5 | Cylindre | SMC/FESTO | Japon / Allemagne |
| 6 | Relais statique | Weidmuller | Allemagne |
| 7 | Chaîne porte-câbles | Igus/CPS | Allemagne/Corée du Sud |
| 8 | Pompe à double palettes | Denison/Albert | USA |
| 9 | vanne hydraulique | ATOS | Italie |
| 10 | Refroidisseur d'huile | Tongfei/Laber | Chine |
| 11 | dispositif de lubrification à l'huile | Herg | Japon |
| 12 | composants électriques basse tension | Schneider | France |
Remarque : Le fournisseur mentionné ci-dessus est notre fournisseur habituel. Il pourra être remplacé par des composants de qualité équivalente d’une autre marque si, pour une raison particulière, le fournisseur indiqué ne peut pas fournir les composants.



Profil succinct de l'entreprise  Informations sur l'usine
Informations sur l'usine  Capacité de production annuelle
Capacité de production annuelle  Capacité commerciale
Capacité commerciale 
Catégories de produits
-

Machine à chanfreiner CNC pour poutres en H
-

Perceuse CNC multibroches BHD1207C/3 FINCM ...
-

Machines de perçage à grande vitesse CNC PHD3016 et PHD4030...
-

Machine de poinçonnage et de cisaillement CNC APM0605
-

Machine de perçage CNC haute vitesse série BHD pour ...
-

PPHD153 Presse hydraulique CNC pour le perçage de plaques et ...