





Machine de poinçonnage, de cisaillement et de marquage CNC PUL14 pour profilés en U et barres plates




| Fonctionnement matérielgamme | 80x43x5~140x60x8mm(Chaîne U) |
| 40x3-80x8mm(Barre plate) | |
| Matérieltaper | Q235 |
| force nominale de poinçonnage | 950KN |
| diamètre de poinçonnage maximalr | φ26mm(Rondtrou) |
| φ22x60mm(Ovaletrou) | |
| Nombre de poinçonnagespositions | 3 |
| Force nominale de marquage | 630KN |
| Nombre demarquagegroupes | 4 |
| Nombre demarquagepar groupe | 10 |
| Personnagetaille | 14x10x19mm |
| Force de cisaillement nominale | 750KN(bande d'acier) |
| 1000KN(Canal-acier) | |
| Coupermode | Célibatairecisaillement de lame |
| Maximummatière premièrelongueurth | 9m |
| Maximum terminématériellongueur | 3m |
| Précision d'usinage | Répondre aux exigences de la norme GB/T 2694-2010 |
| Mode de refroidissement | refroidissement par eau |
| Puissance totale de l'équipement | 33KW |
| Dimensions de la machine | 27x9x2,2m |
| Poids net | Environ 14tonnes |
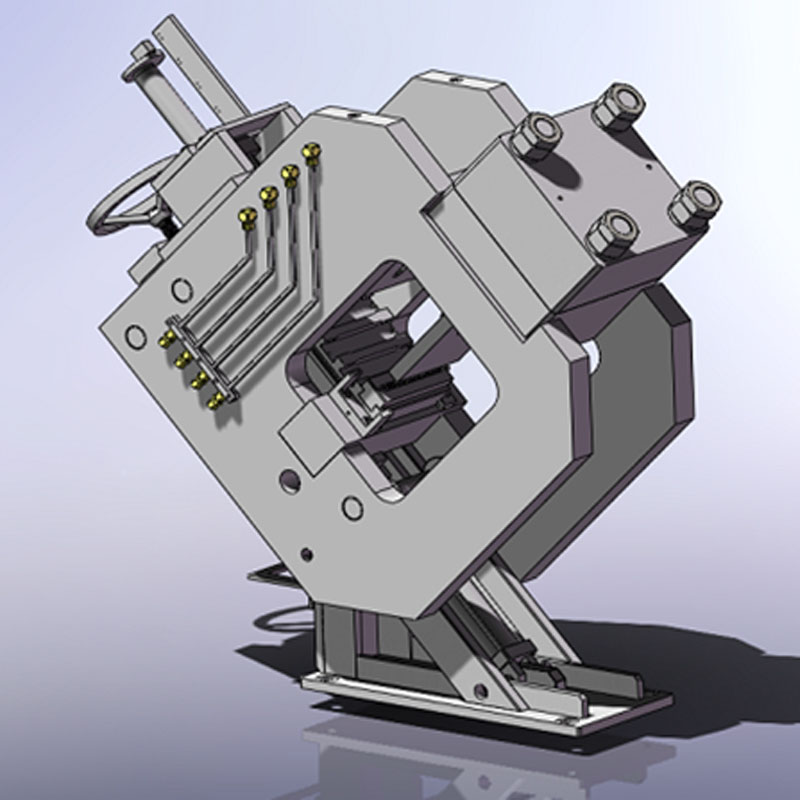
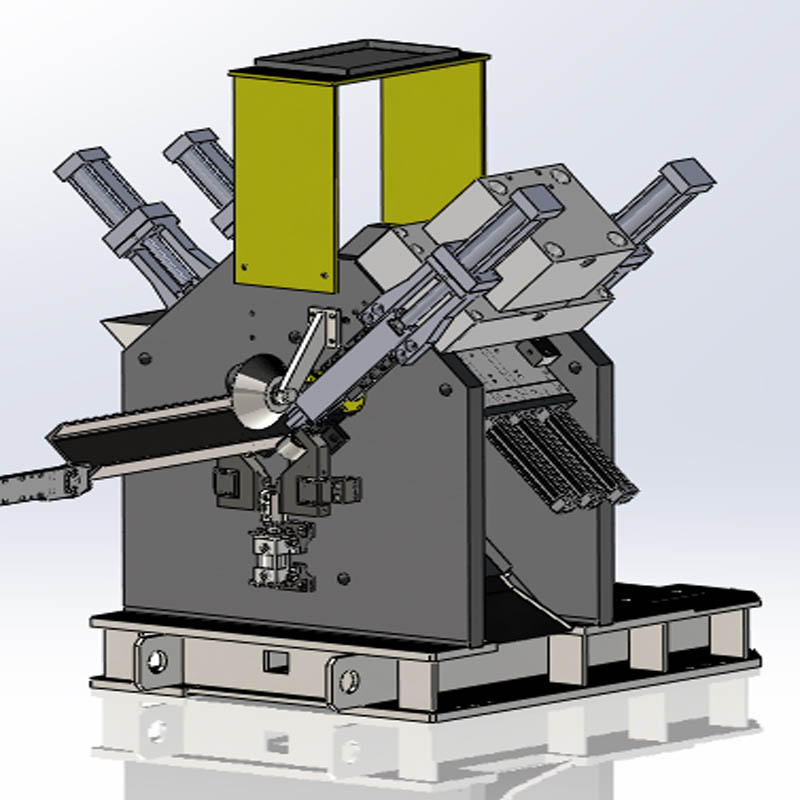
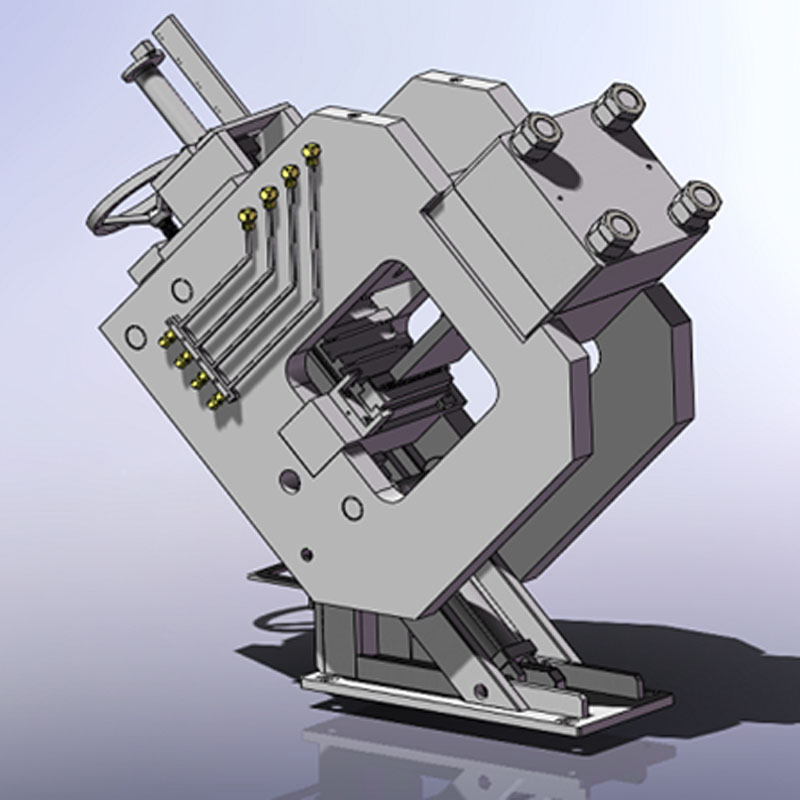
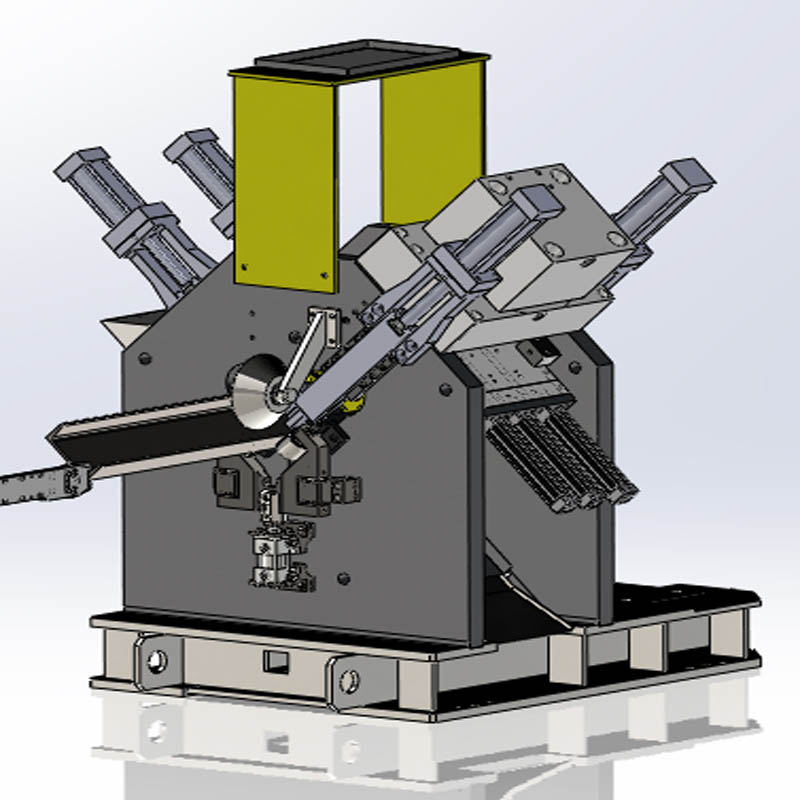
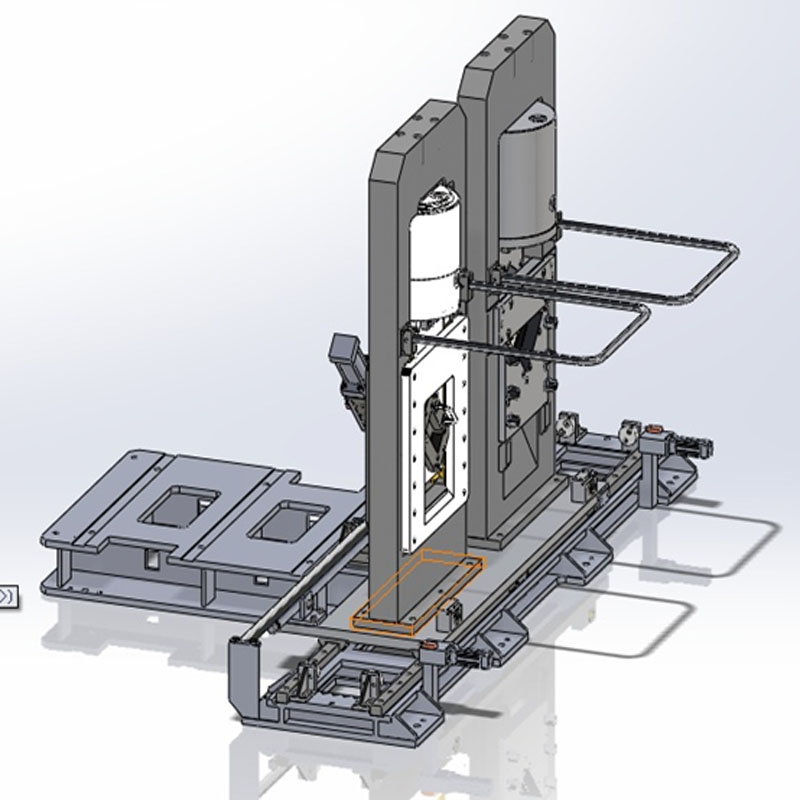
1. La machine principale se compose d'une unité de marquage, d'une unité de poinçonnage et d'une unité de cisaillement.
① L'unité de marquage est de conception fermée. Elle est équipée de quatre cassettes de caractères interchangeables, chacune pouvant contenir 10 caractères. Le marquage des profilés en U est possible uniquement sur la bande.
② L'unité de poinçonnage adopte un corps fermé, qui peut poinçonner trois trous de diamètres différents (trou rond et trou ovale) sur le matériau.
③ L'unité de cisaillement comprend deux dispositifs : le cisaillement de barres plates et le cisaillement de profilés. Un mécanisme de coupe à lame unique assure une coupe nette, un réglage aisé de l'écartement et une économie de matière.
2. Le matériau est fixé par une pince pneumatique et se déplace rapidement pour un positionnement précis. Son déplacement est assuré par un servomoteur et un système d'engrenages, garantissant une grande précision de positionnement.
3. Le convoyeur transversal est composé de quatre chaînes avec des blocs de déplacement et un corps de châssis, et la chaîne est entraînée par un moteur via un réducteur.
4. Le convoyeur de sortie est composé d'un convoyeur et d'un cylindre. Une fois le produit fini sorti de la partie principale de la machine, il est mis en rotation et évacué de la ligne de production.
5. La machine possède trois axes CNC : le mouvement et le positionnement du chariot d'alimentation et le mouvement et le positionnement vertical des outils de poinçonnage.
6. La programmation informatique est simple et permet d'afficher les graphiques des matériaux ainsi que les coordonnées de l'emplacement du trou, facilitant ainsi l'inspection. La gestion par ordinateur central simplifie considérablement le stockage et l'exécution du programme ; l'affichage graphique ; le diagnostic des pannes et la communication à distance.
7. Mode de refroidissement du groupe hydraulique : refroidissement par eau ou refroidissement par air (en option).
| NO | Nom | Marque | Pays |
| 1 | servomoteur à courant alternatif | Delta/Schneider | Taïwan, Chine / France |
| 2 | PLC | Yokogawa/Schneider | Japon / France |
| 3 | Module d'entrée | Yokogawa/Schneider | Japon / France |
| 4 | module de sortie | Yokogawa/Schneider | Japon / France |
| 5 | Module de positionnement | Yokogawa/Schneider | Japon / France |
| 6 | Entrepreneur | Siemens | Allemagne |
| 7 | Interrupteur moteur | Siemens | Allemagne |
| 8 | Chaîne de soutien | Câble | Allemagne |
| 9 | vanne de décharge électromagnétique | ATOS | Italie |
| 10 | soupape de décharge | ATOS | Italie |
| 11 | distributeur électrohydraulique | JUSTMARK | Taïwan, Chine |
| 12 | Plaque de traînée | AirTAC | Taïwan, Chine |
| 13 | Valve d'air | AirTAC | Taïwan, Chine |
| 14 | Cylindre | SMC | Japon |
| 15 | Duplex | SMC | Japon |
Remarque : Le fournisseur mentionné ci-dessus est notre fournisseur habituel. Il pourra être remplacé par des composants de qualité équivalente d’une autre marque si, pour une raison particulière, le fournisseur indiqué ne peut pas fournir les composants.



Profil succinct de l'entreprise  Informations sur l'usine
Informations sur l'usine  Capacité de production annuelle
Capacité de production annuelle  Capacité commerciale
Capacité commerciale 

