








Machine de perçage CNC série TD-1 pour tube collecteur




| Article | Nom | paramètre | ||
| TD0308 | TD0309 | TD0608 | ||
| Précision dimensionnelle et d'usinage du collecteur d'échappement. | Matériel d'en-tête | SA106-C,12Cr1MoVG,P91,P92 (Dureté maximale au niveau de la soudure d'épissure : 350 HB | CS - SA 106 Gr. B(La dureté maximale au niveau de la soudure est de 350 HB.) | |
| Plage de diamètre extérieur du collecteur | φ60-φ350 mm | φ100-φ600 mm | ||
| Plage de longueur d'en-tête | 3-8,5 m | 3-7,5 m | ||
| Plage d'épaisseur de l'en-tête | 3-10 mm | 15-50 mm | ||
| Diamètre de perçage (formation unique) | φ10-φ64mm | ≤φ50mm | ||
| Diamètre de traitement de l'imbrication (formation unique) | φ65-φ150 mm | |||
| Section droite l du bord extérieur du trou jusqu'à l'extrémité | ≥100 mm | |||
| tête de division CNC | Quantité | 2 | 1 | |
| Vitesse de rotation | 0-4 tr/min (CNC) | |||
| trait vertical | ±100 mm | ±150 mm | ||
| Horizontalaccident vasculaire cérébral | 500 mm | |||
| Mode de vitesse d'avance verticale | Inclinaison | |||
| Mode de vitesse d'avance horizontale | Inclinaison | |||
| Tête de forage et son piston vertical | Trou conique de broche de perçage | BT50 | ||
| Vitesse de rotation de la broche | 30~3000 tr/min(Réglage en continu) | |||
| Course Z de la tête de forage | Environ 400 mm | Environ 500 mm | ||
| Course de la tête de forage dans la direction Y | Environ 400 mm | |||
| Vitesse de déplacement maximale de la tête de forage selon l'axe Z | 5000 mm/min | |||
| Vitesse de déplacement maximale de la tête de forage dans la direction Y | 8000 mm/min | |||
| Mode de conduite | Servomoteur + vis à billes | |||
| Portique | Mode d'entraînement du portique | Servomoteur + crémaillère et pignon | ||
| Course maximale de l'axe des x | 9m | |||
| Vitesse de déplacement maximale de l'axe x | 8000 mm/min | 10000 mm/min | ||
| autre | Nombre de systèmes CNC | 1 ensemble | ||
| Nombre d'axes NC | 4 | |||
| Organisation de test | 1 ensemble | |||
| Dispositif de pression auxiliaire | 1 ensemble | |||
| Dispositif de support | 1 ensemble | |||
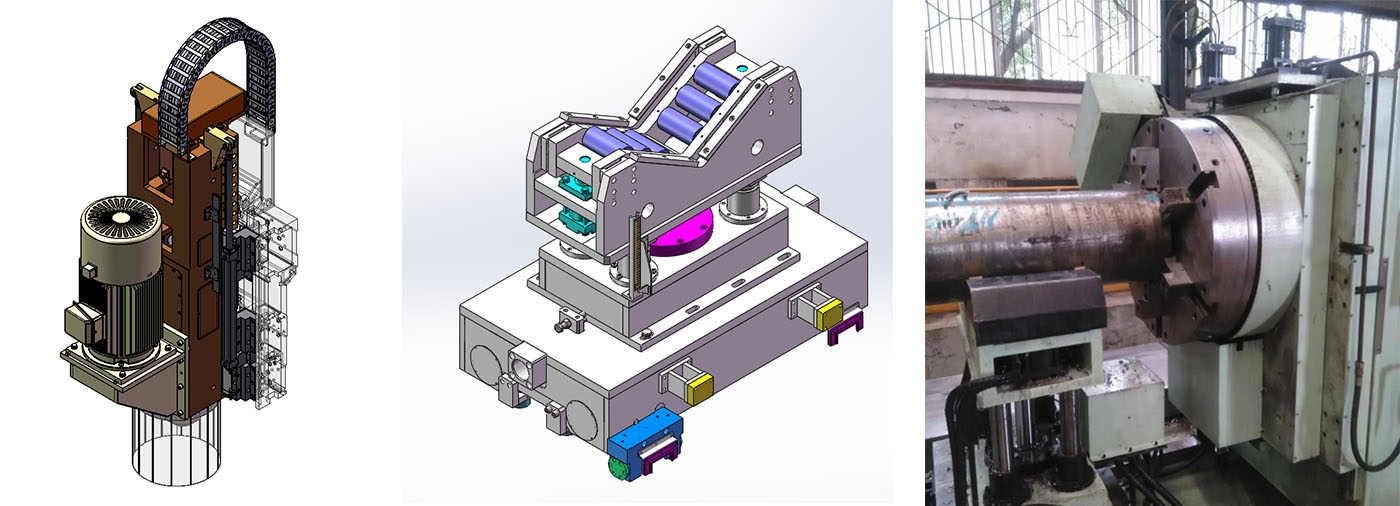
La machine est composée d'une base, d'un portique, d'une tête de perçage, d'une tête de division CNC, d'un dispositif de pression auxiliaire, d'un dispositif de support, d'un magasin d'outils, d'un système d'évacuation et de refroidissement des copeaux, d'un système de lubrification automatique et hydraulique, d'un système pneumatique et d'un système électrique.
a. Tête de forage et piston vertical
La tête de perçage est entraînée par un moteur à fréquence variable via une courroie. Le piston vertical est guidé par un guide linéaire à rouleaux, l'avance verticale est assurée par un servomoteur à courant alternatif qui actionne une paire de vis à billes, permettant ainsi les mouvements d'avance rapide, d'arrêt et de temporisation.


b. Tête de division CNC
La tête de division CNC est installée à une extrémité du bâti de la machine-outil et peut se déplacer d'avant en arrière pour faciliter le chargement et le déchargement de la tête de coupe. La tête d'indexage est équipée d'un mandrin hydraulique sur mesure, doté d'une couronne de rotation de précision offrant une grande précision de transmission et un couple élevé.

c. Retrait et refroidissement des puces
La rigole située sous le socle est équipée d'un convoyeur à copeaux à chaîne plate, qui évacue automatiquement les copeaux dans le bac à déchets en bout de course. Une pompe de refroidissement est intégrée au réservoir de liquide de refroidissement du convoyeur à copeaux ; elle permet le refroidissement externe de l'outil afin d'optimiser les performances de forage et la durée de vie du foret. Le liquide de refroidissement est recyclable.

d. Système de lubrification
La machine-outil utilise un système de lubrification combinant lubrification automatique et manuelle pour lubrifier toutes ses pièces, ce qui évite les opérations manuelles fastidieuses et améliore la durée de vie de chaque pièce.
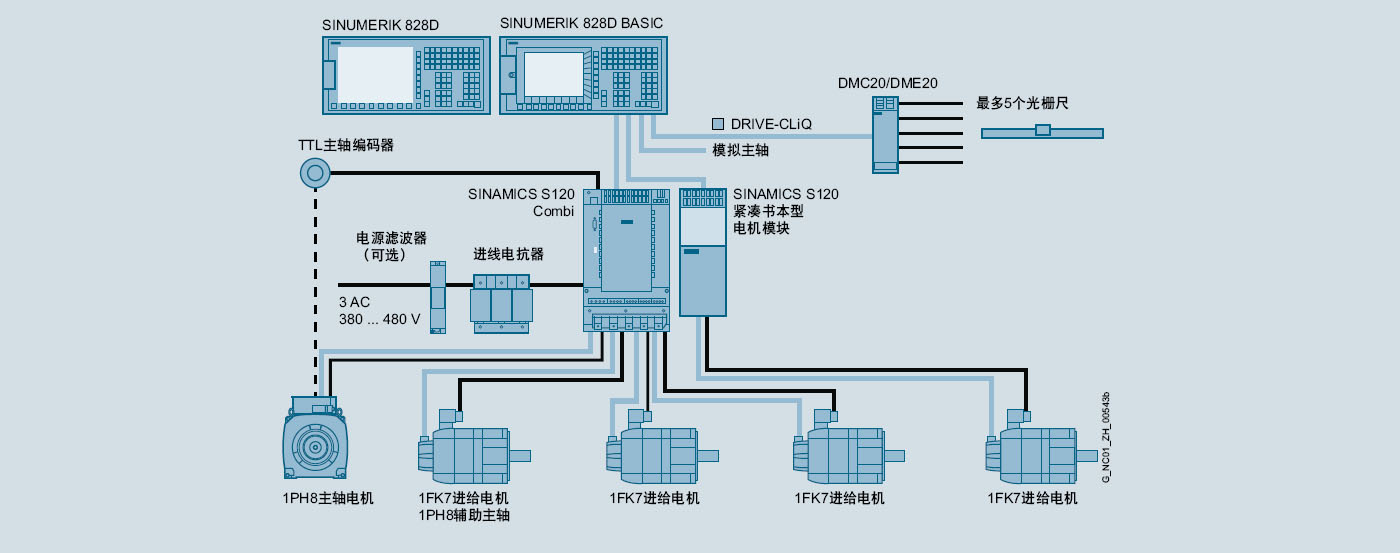
e. Système de commande électrique
Le système CNC utilise le système Siemens SINUMERIK 828d. Le SINUMERIK 828d est un système CNC à panneau intégré. Ce système combine la commande numérique, l'automate programmable, l'interface de commande et la boucle de contrôle de mesure.
| NO. | Nom | Marque | Pays |
| 1 | CNCsystème | Siemens 828D | Allemagne |
| 2 | Servomoteur d'alimentation | Siemens | Allemagne |
| 3 | Lrail de guidage intérieur | HIWIN/PMI | Taïwan, Chine |
| 4 | Réducteur de précision pour l'axe X | ATLANTA | Allemagne |
| 5 | Paire de crémaillère et pignon d'axe X | ATLANTA | Allemagne |
| 6 | Broche de précision | Kenturn/Spintech | Taïwan, Chine |
| 7 | Moteur de broche | SFC | Chine |
| 8 | vanne hydraulique | ATOS | Italie |
| 9 | pompe à huile | Justmark | Taïwan, Chine |
| 10 | Chaîne porte-câbles | CPS | Corée |
| 11 | Système de lubrification automatique | HERG | Japon |
| 12 | Bouton, voyant lumineux et autres composants électriques principaux | Schneider | France |
| 13 | vis à billes | I+F/NEFF | Allemagne |
Remarque : Le fournisseur mentionné ci-dessus est notre fournisseur habituel. Il pourra être remplacé par des composants de qualité équivalente d’une autre marque si, pour une raison particulière, le fournisseur indiqué ne peut pas fournir les composants.



Profil succinct de l'entreprise  Informations sur l'usine
Informations sur l'usine  Capacité de production annuelle
Capacité de production annuelle  Capacité commerciale
Capacité commerciale 
